
Información básica sobre la leche ultrapasteurizada larga vida
El presente artículo desea brindar a la comunidad de pediatras información básica sobre la leche ultrapasteurizada larga vida, sus nutrientes. Su conservación y la mejor forma de aprovechar todas sus ventajas para el correcto crecimiento de los niños.
La leche ultrapasteurizada (UHT) de larga vida, es el resultado de un conjunto de cuatro variables interelacionadas. Las cuales se deben cumplir sin excepción para lograr una leche UHT de buena calidad.
 Figura No. 1. Variables para obtener una leche UHTde alta calidad
Figura No. 1. Variables para obtener una leche UHTde alta calidad

Dentro de la glándulas mamarias de las vaca la leche se encuentra libre de bacterias. Pero tan pronto la leche tiene contacto con el aire. Esta empieza a contaminarse y si la temperatura es favorable, la bacteria se multiplica rápidamente. El crecimiento de las bacterias en la leche se puede representar por medio de la siguiente formula:
[column size=”1-2″ style=”0″ last=”0″]N = No x 2 t/g
N =
No =
t =
g =[/column]
[column size=”1-2″ style=”0″ last=”0″]Numero de bacterias/ ml en el tiempo t
Numero de bacterias/ml en el tiempo 0
Tiempo de crecimiento en horas
Tiempo de generación en horas[/column]
Con un tiempo de generación de 0.5 h a temperatura óptima de reproducción (T ambiente), 1 Bacteria/ml en la leche, puede convertirse en 1 millón de bacterias (1´000.000 Bact/ml). La anterior tasa de reproducción hace que la leche sea un alimento altamente perecedero y por lo tanto es de vital importancia realizar un tratamiento térmico efectivo. De modo que se pueda conservar el alimento por un tiempo prolongado facilitando así su distribución y consumo.
Como la leche ultrapasteurizada debe sufrir un proceso térmico, la leche que va a ser expuesta a alta temperatura debe de ser de muy buena calidad, ya que es muy importante que las proteínas de la leche cruda no causen inestabilidad térmica.
Para garantizar esta calidad en las centrales de procesamiento se realiza la prueba de alcohol, donde se mezclan volúmenes iguales de leche con una solución de alcohol etílico. A una cierta concentración de alcohol, las proteínas se inestabilizan y la leche flocula.
Cuanto mayor es la concentración de la solución de alcohol etílico, mejor es la estabilidad térmica de la leche. Generalmente la leche adecuada para la ultrapasteurización. Debe mantenerse estable con una concentración del 75%. (Ver: Esclerótica azul)
Mediante la prueba de alcohol realizada sobre la leche UHT, se puede rechazar toda aquella leche inadecuada por:
- Ser ácida, debido a un elevado recuento de bacterias
- No poseer equilibrio salino
- Contener demasiadas seroproteinas, típicas de la leche calostral.
Mediante este control de calidad sobre la leche susceptible de ultrapasteurización, se garantiza que la leche durante su almacenamiento no cause enranciamiento, amargor o problemas de geleficación. Además de ello se garantiza la calidad bacteriológica, asegurando la eficiencia del proceso de esterilización de la leche y su higiene.
Ya que la leche que es susceptible de ultrapas-teurización, debe pasar tan riguroso control de calidad, los mejores hatos son seleccionados y la leche se paga por calidad nutricional (contenido de sólidos) y por calidad microbiológica (contenido de bacterias)
Proceso de Esterilización
Los microorganismos presentes en la leche se reproducen rápidamente, por ello, para la adecuada distribución y consumo. Se debe realizar un tratamiento térmico de modo que se elimine la mayor cantidad de microorganismos contenidos en la leche, pero sin afectar su contenido nutricional.
Es de tener en cuenta que cuando los microorganismos y/o esporas se someten a un tratamiento térmico no todos los microorganismos son destruidos de una vez. El efecto letal del tratamiento térmico sobre los microorganismos puede expresarse matemáticamente como una función logarítmica:
K + t = log (N/Nt)
Donde:
[column size=”1-2″ style=”0″ last=”0″]N =
Nt =
K =
t =[/column]
[column size=”1-2″ style=”0″ last=”0″]Número de microorganismos (esporas) originalmente presentes.
Número de microorganismos presentes después de un determinado tiempo de tratamiento
Constante
Tiempo de tratamiento[/column]
Como la anterior expresión es una función logarítmica nunca puede ser cero, o expresado en otras palabras, la esterilidad definida como la ausencia de esporas bacterianas vivas en un volumen limitado de producto, es imposible de alcanzar.
Para el caso de los alimentos y especialmente la leche, el tratamiento para eliminar el contenido microbiano, es una esterilidad comercial, donde el producto estéril se define como aquel que está libre de microorganismos que crecerían en condiciones dominantes.
Comercialmente existen dos tipos de tratamientos térmicos, la pasteurización y la ultrapasteurización.
La pasteurización es el tratamiento comúnmente usado. Consiste en tratar térmicamente la leche a temperaturas entre 72 y 76 oC, durante un tiempo entre 15 y 20 segundos. Este tratamiento permite la destrucción de parte de la población microbiana en estado vegetativo, pero no destruye la población microbiana en estado esporulado, por lo tanto, estos productos deben mantenerse a 4oC, temperatura a la cual se retarda el crecimiento y reproducción de las bacterias.
La leche tratada mediante este procedimiento debe manejarse estrictamente bajo cadena de frío y su vida útil normalmente no es mayor de 36 horas, por lo tanto el manejo y la higiene con este tipo de productos debe ser bastante alta; desafortunadamente en Colombia, no se maneja adecuadamente la cadena de frío y las condiciones higiénicas en el momento de la distribución y el almacenamiento no son las mejores.
Ultra pasteurización
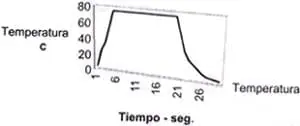
Figura No. 1. Pasteurización
Para eliminar comercialmente la mayor parte de la población microbiana, se debe realizar un tratamiento térmico intensivo, pero cuando este tratamiento se realiza por un tiempo prolongado, se generan reacciones colaterales que dan lugar a alteraciones en el color, sabor y formación de sedimento, con los consiguientes problemas nutricionales de desnaturalización de proteínas y destrucción de las vitaminas presentes en la leche.
Estos efectos indeseables se pueden evitar si se realiza un tratamiento térmico a una temperatura elevada pero durante un tiempo corto.
Es importante que la combinación tiempo/temperatura sea elegida de manera que la destrucción de esporas sea satisfactoria y al mismo tiempo el daño en el contenido nutricional de la leche sea el mínimo posible.
Para garantizar esta condición, en un gráfico temperatura tiempo (gráfico de Kessler), se generan líneas límites para la destrucción de esporas y efectos sobre la leche, que crean un rango de tiempo y temperatura donde es seguro el tratamiento térmico.
En el gráfico de Klessler, la línea A representa el límite inferior de la combinación tiempo temperatura que provoca reacciones de caramelización en la leche.
La línea B es el límite inferior de las combinaciones para una completa esterilización. Adicionalmente se genera una región (UHT region) donde se asegura la destrucción de las esporas termófilas y no se presenta una pérdida mayor del 3% en la tiamina la vitamina más termosensible, trabajando muy por debajo de las condiciones límites de inactivación de proteínas como la Ps-proteasa y la Ps-lipasa.
Dentro de la UHT region se encuentra el tratamiento térmico de ultrapasteurización.
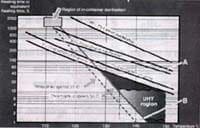
Figura No. 2. Gráfico de Kessler
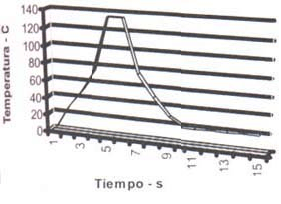
La ultrapasteurización es una tecnología de punta que permite eliminar la mayor parte de la flora bacteriana presente en la leche sin alterar el contenido nutricional de la leche. En este proceso se realiza un tratamiento térmico entre 135 y 150 oC, durante un tiempo entre 2 y 6 segundos, seguido de un enfriamiento rápido a temperatura ambiente.
Ultrapasteurizacón
Temperatura
Figura No. 3. Proceso de ultrapasteurización
Los efectos de la ultrapasteurización sobre la calidad nutricional son mínimos, no se presentan cambios en el contenido graso, la lactosa o las sales, solo se presentan cambios marginales en el valor nutricional en proteínas y vitaminas.
La proteína más abundante en la leche, la caseina, no es afectada por el tratamiento térmico; la desnaturalización ocurrida por causa del tratamiento térmico es mucho menor que la causada por malos manejos de la leche cruda y por el contrario, el tratamiento de ultrapasteurización facilita de digestibilidad de algunas proteínas.
Se presentan pérdidas marginales en la lisina pero nunca son mayores del 0.4 a 0.8%, presentándose la misma pérdida en leches pasteurizadas.
Las vitaminas de la leche son consideradas medianamente termoestables, especialmente las vitaminas liposolubles como la vitamina A, D y E. La vitamina más termosensible que es la tiamina, presenta pérdidas no mayores al 3% mediante el tratamiento de ultrapasteurización.
Las pérdidas de vitaminas en la leche UHT son mucho más pronunciadas durante su almacenamiento, especialmente cuando el producto es envasado en empaques que no proveen una adecuada barrera ante la luz y el oxígeno, por lo tanto el empaque es crítico para conservar la calidad nutricional de la leche.
Envasado Aséptico
La tercera condición para generar un producto ultrapasteurizado de larga vida de excelente calidad microbiológica y que pueda ser distribuido a temperatura ambiente, es el envasado aséptico.
El envasado aséptico consiste en sistemas de llenado en condiciones estériles y en equipos herméticos, dotados de mecanismos de esterilización del empaque antes del llenado, mediante el uso de peróxido de hidrógeno, el cual es removido posteriormente mediante una corriente de aire caliente, logrando así crear un ambiente libre de bacterias en la sección de llenado. Una descripción de los equipos utilizados para dicha tarea se puede observar en la figura No 4.

Figura No. 4. Mecanismos de llenado aséptico.
La operación de llenado se desarrolla bajo estricta higiene y control de desperdicios. En el caso de los envases de cartón laminado el llenado del envase es total, sin dejar espacio para la introducción de aire que pueda contaminar microbiológicamente el producto, ya que el empaque se sella por debajo del nivel del líquido.
El peróxido de hidrógeno utilizado para la esterilización del empaque puede ser retornado hasta 30 veces y cuando debe ser desechado, se diluye hasta lograr concentraciones sin agresividad para el medio ambiente.
Envase Aséptico
El cuarto parámetro de calidad de un producto ultrapasteurizado es el empaque; en este caso el empaque juega un papel muy importante, ya que si no brinda una hermeticidad total y una buena barrera a la permeabilidad del oxígeno y de la luz, el esfuerzo realizado en las etapas anteriores puede perderse por completo.
Actualmente en el mercado existen varios tipos de empaques para leches UHT, pero desafortunadamente no todos garantizan los parámetros de calidad que se exige en un producto de este tipo, afectando en gran medida la calidad nutricional de la leche.
En el caso de los nutrientes como las vitaminas liposolubles de la leche (Ej. Vitamina A), los altos valores de permeabilidad de oxígeno y de transmisibilidad de luz a través de algunos materiales de empaque, producen grandes pérdidas en los contenidos iniciales de dichas vitaminas, disminuyendo así la disponibilidad de estos nutrientes en la leche.
La consecuencia directa sobre la leche, de la permeabilidad del oxígeno y de la transmisibilidad de luz, es que el contenido de oxígeno disuelto en la leche se aumenta, generando reacciones de oxidación del material graso catalizadas por la luz y en consecuencia pérdida de la vitamina A. La reacción que ocurre es la siguiente:
CATALIZADA CO LUZ FLUORECENTE CON INTENSIDAD DE 1500 LUX A 400 nm
![]()
Como se puede ver en la reacción, a medida que la concentración de oxígeno aumenta la reacción se desplaza hacia la derecha, ya que la molécula de oxígeno en estado libre puede oxidar el grupo CH directamente, mientras se transfiere el doble enlace del ácido graso insaturado, degrandandose, para finalmente formar un hidroperóxido.2
2Walstra P, Jenness R., Dairy Chemistry and Physics; John Wiley & Sons, USA., 1984
Estudios realizados han demostrado que la permeabilidad del oxígeno y la transmisibilidad de luz a través del material de empaque efectivamente influye en gran medida en la calidad nutricional de los productos durante su almacenamiento. Es así como se encuentran grandes diferencias entre materiales de empaque, especialmente entre el cartón laminado y la bolsa plástica, envases utilizados para leche UHT.
En la tabla No. 1, se presentan los valores de barrera al oxígeno y a la luz de cada material y en la figura No 5, se presenta la correlación de la pérdida de vitamina A durante un período determinado por efectos de estos dos agentes.
TABLA No.1
Valores de barrera al oxígeno y a la luz de los materiales de empaque de la leche UHT

Degradación de la Vitamina Expuesta a Luz Fluorescente
a 500nm CON INTENSIDAD DE 1350 lUX

Análisis realizados en Laboratorios Biocontrol (Diciembre de 1998) Leche en caja cartón foil ( Adicionada – más sensible a la luz y al oxígeno).
Figura No. 5. Degradación de la vitamina A por causa de la acción de la permeabilidad al oxígeno y la transmisibilidad a la luz, en diferentes tipos de empaque.
Mediante este análisis se encuentran diferencias muy significativas entre tipos de empaques, ya que la permeabilidad del empaque con barrera de PEBD (Polietileno de baja densidad) es 2.210 veces mayor que la permeabilidad del empaque con barrera de foil de aluminio.
TABLA No. 2.
Pérdidas generadas por efectos de la reacción de fotooxidación, en la vitamina A,
según tipo de material de envase

Como se puede observar es muy importante desde el punto de vista nutricional que el empaque cumpla con su función protectora, garantizando la calidad total del producto. Las barreras al oxígeno son muy importantes en un envase para leche ultrapasteurizada larga vida.
Ya que es un indicador de la permeabilidad a olores y sabores, sobre todo en el caso de este tipo de productos que se distribuyen a temperatura ambiente, leche UHT, situación que permite que el producto sea exhibido junto con otros productos como los detergentes, jabones, cárnicos, hortalizas, entre otros que poseen los compuestos aromáticos, los cuales fácilmente se solubilizan en el aire y por lo tanto tienen la posibilidad de contaminar la leche UHT si el empaque no suministra una adecuada barrera, contaminando el producto y generando olores y sabores desagradables no deseados en una leche de alta calidad. Como lo debe ser la leche UHT.
Conclusión
La leche ultrapasteurizada larga vida que cumple con las cuatro variables de calidad (leche del mejor hato, procesamiento de esterilización, envasado aséptico y un adecuado envase aséptico). Es un producto que posee amplisimos beneficios al consumidor, en términos de higiene y nutrición. Especialmente en niños, quienes se encuentran en estado de desarrollo y sus necesidades de nutrientes, deben ser suplidas adecuadamente.


